5、船型焊及平面焊缝焊接方法
正确掌握焊缝的起头 、收尾和连接方法是很重要的,也是衡量一个焊工技能高低的重要方面。在距离端部10mm左右的位置起弧回焊至端部,松开开关在加大电流沿焊缝方向进行焊接(如图1)图1
TES标准规定:弧坑深度应小于1mm,且弧坑内不允许有气孔、夹渣、裂纹等缺陷。收弧的方法:按动收弧开关,启动收弧电流、电压,随即将焊枪稍稍压低一些,原位继续收弧焊接,待弧坑填满后松开焊枪开关,稍等片刻(滞后关气)移开焊枪。焊缝的连接方式分为:头头连接(图2)、头尾连接(图3)、尾头连接(图4)、尾尾连接(图5)图2 头头连接
如图所示,在第1段焊缝头部前面适当位置(5mm左右)起弧,小电流(起弧电流)回焊至第1段焊缝凸起部后5mm左右然后松开开关大电流(焊接电流)沿2的方向焊接。图3 头尾连接
如上图所示焊第2段焊缝时,在第1段焊缝弧坑后适当位置(5mm右)起弧,小电流(起弧电流)回焊至第1段焊缝弧坑后部超过弧坑2/3左右处松开开关,用大电流(焊接电流)沿第2段焊缝的方向进行焊接。图4 尾头连接
如上图所示,第2段焊缝沿焊接方向焊接到第1段焊缝起头时,继续向前焊到接头后方5mm左右位置,按动收弧开关进行收弧操作。图5(1) 尾尾连接
如上图所示,第2段焊缝方向进行到第1段焊缝的弧坑处时,继续向前走到弧坑前部超过2/3左右的位置时,按动收弧开关进行收弧操作,将弧坑填满。如上图所示,第2段焊缝沿焊缝方向进行到第1段焊缝的弧坑处时不停止,继续向前走到弧坑前部焊缝凸起位置5mm左右时,按动收弧开关进行收弧操作。这与尾头的连接方法相类似。
角焊缝操作方法有:等边角平角焊缝(图6)、平角不等边角焊缝(图7)、平角多层多道角焊缝(图8)
焊枪角度如上图所示,如果高低角太小,容易造成上部咬边下部翻边。如果高低角太大,容易造成焊缝单边。如果前后角太大,容易造成上部咬边。如果前后角太小,则看不到熔池和焊丝伸出长度。焊接这种角焊缝时,焊枪的前后角同等边的角焊缝,而高低角根据角长的要求适当加大,一般60°~70°为宜。焊丝到根部的距离与等边角焊缝相同。脚长10x10以上的等边或不等边平角焊缝均应用多层多道焊的形式进行焊接。12x12角焊缝一般焊3道。焊枪角度如上图所示第一道以7x7角焊缝打底为宜。
所谓船形焊即将工件上的平角焊缝沿顺时针或逆时针方向旋转45°放置于如图9,类似与船形位置进行焊接。此方法操作简单,焊缝质量高,不容易产生焊接缺陷,可按平焊缝的握持焊枪的方法进行焊接。脚长小于10mm的角焊缝可一次焊成,焊枪不需摆动。脚长较大的角焊缝焊枪需左右摆动。
前进焊时,电弧直接加热母材的作用减小,熔深浅,能清楚的看到焊接线,能正确找准目标,易操作,外观成形好。后退焊时,熔池底部的熔化金属被电弧吹开熔池顶端的熔深形成侧由电弧直接加热,熔深大,不能清楚的看到焊接线,操作不便。后退焊时,易形成余高高、宽度窄的焊缝。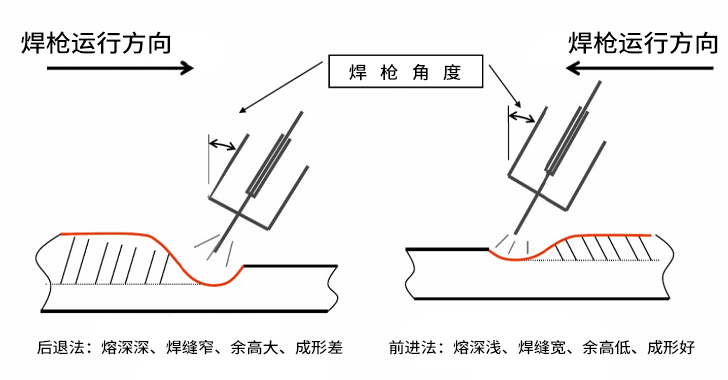
焊缝没有特殊要求时,一般采用前进焊法。






 打开微信扫一扫
打开微信扫一扫













 川公网安备51012102000337号 | 蜀ICP备19021546号
川公网安备51012102000337号 | 蜀ICP备19021546号